

Groove welds are created in a groove formed between the adjacent ends, edges, or surfaces of two parts that need to be joined. These joints can be in the form of a butt joint, tee joint, or corner joint (refer to Manual Part 8, “Prequalified Welded Joints”).
1. Standard Types of Groove Welds
The common types of groove welds include:

Figure 1: Standard types of groove welds
2. Edge Preparation for Groove Welds
Edges or ends intended for groove welding are typically prepared using methods such as flame cutting, arc-air gouging, or edge planning.These methods ensure that the grooves—whether square, vee, bevel, U-, or J-shaped—are straight and dimensionally accurate. For relatively thin materials, square cut edges may suffice for groove welding. Groove welds are further classified into two categories: complete joint-penetration groove welds and partial-joint-penetration groove welds. (refer to Figure 2).

3. Types of Groove Welds
Groove welds are classified into two main categories:
- Complete Joint-Penetration Groove Welds: A complete joint-penetration groove weld achieves fusion throughout the entire depth of the joint, ensuring maximum strength.
- Made by welding from both sides of the joint or from one side to a backing bar or back weld.
- If backing bars are used and not removed, the weld roots must be chipped or gouged to sound metal before making the second weld.
- The throat dimension is considered the full thickness of the thinner part joined.
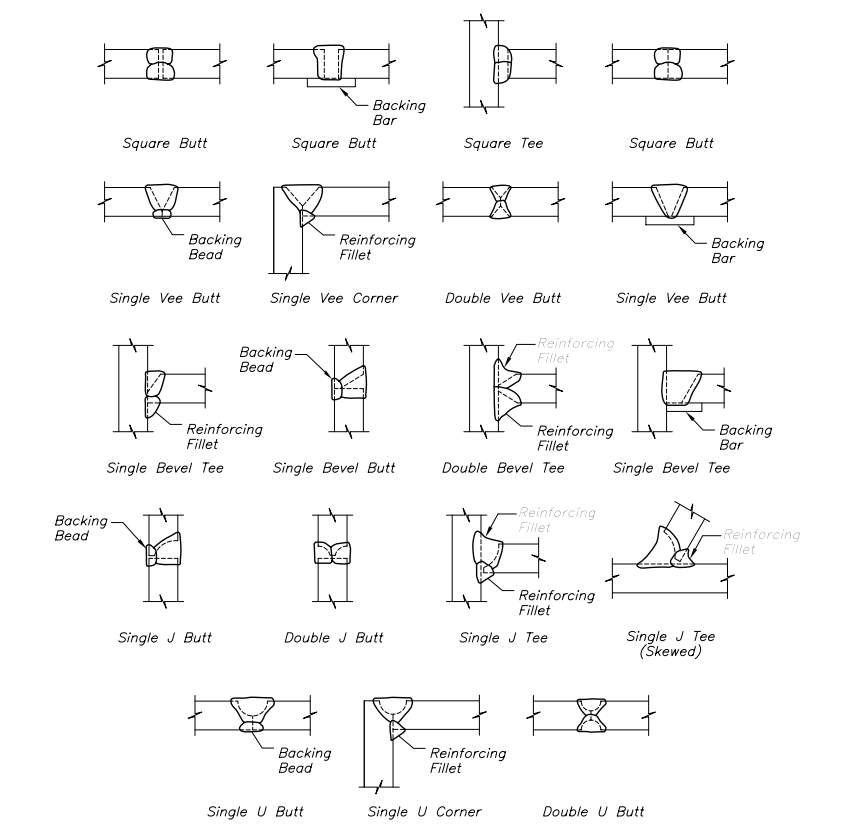
Figure 3: Typical complete-joint-penetration groove welds
- Partial Joint-Penetration Groove Welds: Partial joint-penetration groove welds are used when the required strength does not necessitate full penetration or when welding can only be performed from one side of the joint without using backing bars or gouging the root for back welds.
- Governed by AISC Specification Section J2.1, which limits effective throat thickness.
- The effective throat thickness is the minimum distance from the root of the joint to its face.
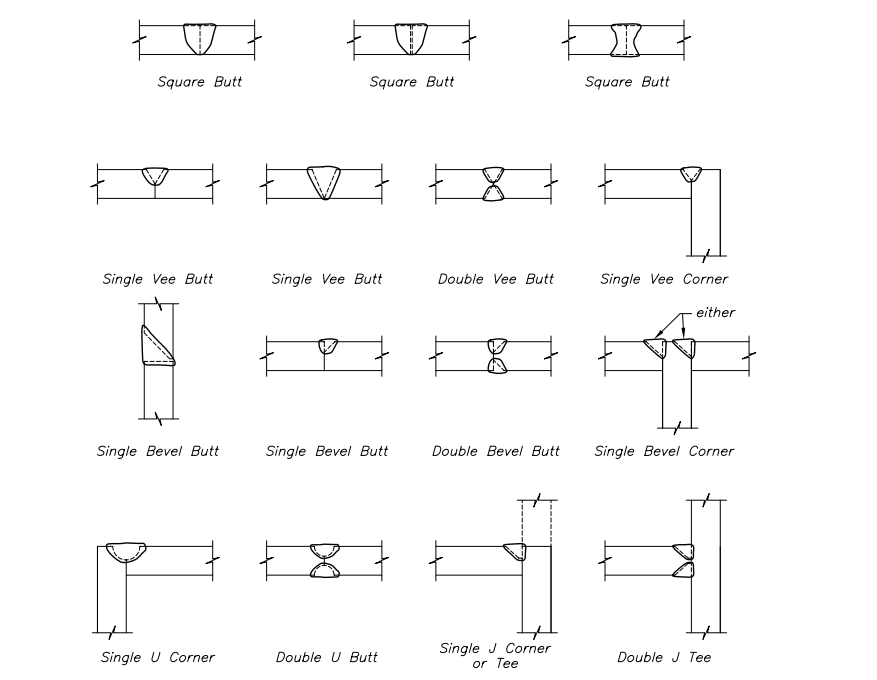
Figure 4: Typical partial-joint-penetration groove welds
4. Practical Considerations
- Complete joint-penetration groove welds allow for no defects, making them more expensive to produce, inspect, and correct than partial joint-penetration groove welds.
- Edge preparation for partial joint-penetration groove welds is similar to that for complete joint-penetration welds but typically involves less than the full joint thickness.
- The effective throat thickness and, consequently, the weld strength of partial joint-penetration welds are usually limited to less than the full joint thickness.
5. Nomenclature and Reinforcing Fillets
The nomenclature for groove welds, detailed in Figure 2, includes terms related to material preparation, the relationship of abutting parts, and the welds themselves.
Reinforcing fillets, as shown in Figure 3, are specified in building designs only when required.
6. Special Cases: Flare Welds
Flare welds are unique groove welds where the groove surface of one or both parts is convex, often due to the shape of the joint components (e.g., round rods or shapes with rounded corners). Figure 5 illustrates various types of flare welded joints.
Achieving complete joint-penetration in flare welds is challenging, which is why the effective throat size used in design calculations is discounted. AISC Specification Section J2.1a and Table J2.2 provide guidelines for effective throat thickness based on the radius-to-throat ratio.
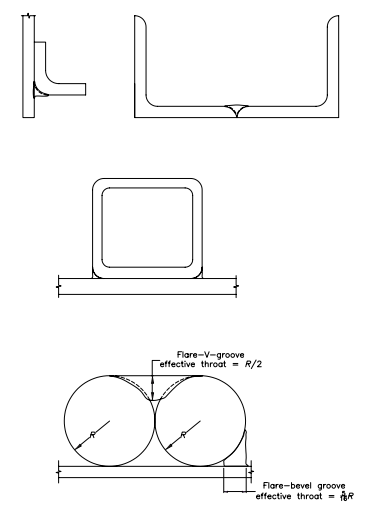
Figure 5: Several types of flare welded joints
7. Considerations for Welding Reinforcing Bars
Welding of bars, particularly concrete reinforcing bars, requires careful consideration of the base metals’ chemistry. ASTM A706 is specified for weldable low-alloy steel deformed and plain bars. Improper welding can lead to cracks and failures during handling and shipping. AWS D1.4, Welding Code—Reinforcing Steel, offers guidelines for proper welding techniques and should be consulted to ensure quality and safety.
8. Weld Symbols for Groove Welds
Weld symbols are drawn in contact with the reference line. The following table shows the weld symbol used for different types of groove welds:

Figure 6: Weld Symbols (Groove Welds)
9. Symbols for Groove Welds
1)General
Single-Groove Dimensions: Groove weld dimensions should be indicated on the same side of the reference line as the weld symbol (refer to figure 7).
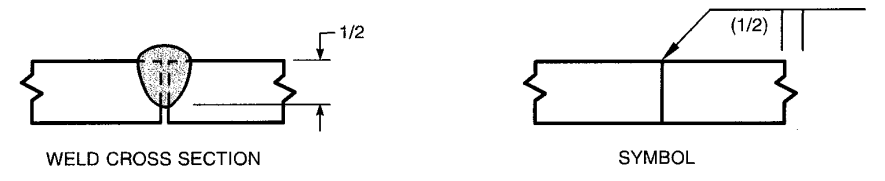
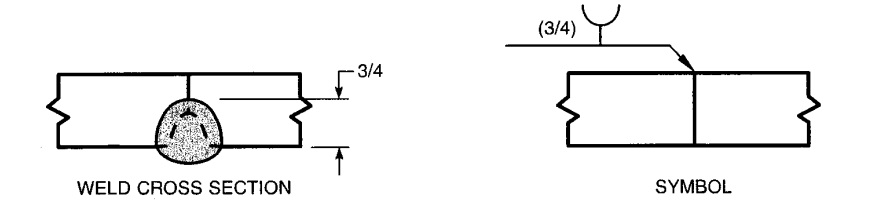
Figure 7: Single-groove dimensions
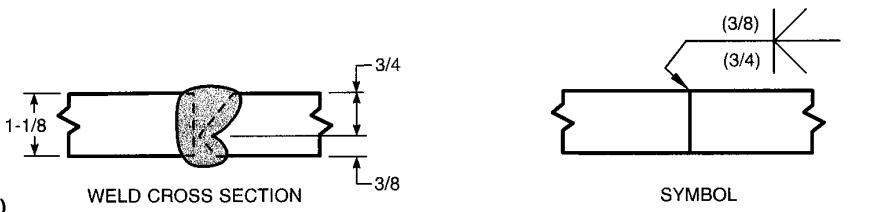
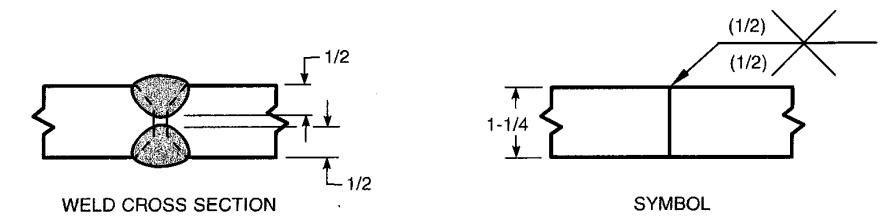
Double-Groove Dimensions: Each groove in a double-groove joint can have its dimensions specified; however, the root opening needs to be shown only once (see figure 8).
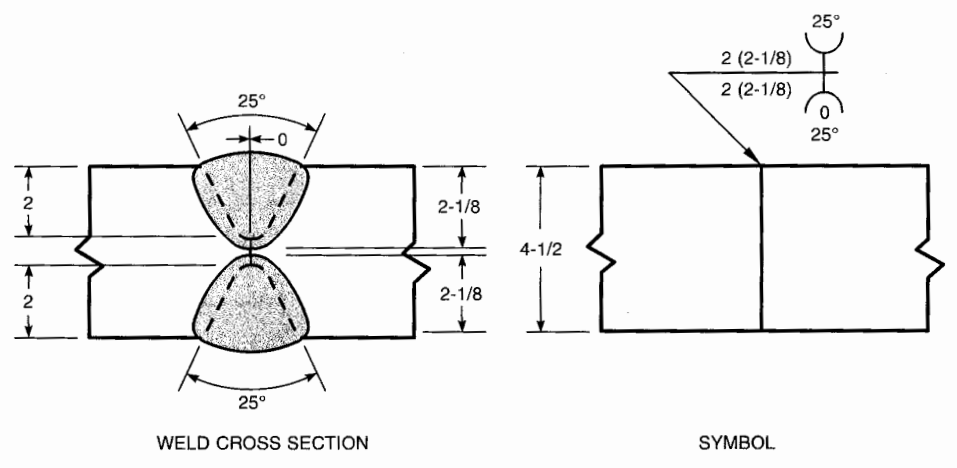
Figure 8: Double-groove dimensions
2) Groove Depth and Groove Weld Size
Location: When specified, the groove depth “D” and the groove weld size “S” should be placed to the left of the weld symbol (see figure 7, 8 and 9).
Figure 9: Groove Weld size
Complete Joint Penetration: If the groove depth “D” and groove weld size “S” are omitted from the welding symbol, a groove weld extending through the entire thickness of the joint is required (see figures 10 and 11).
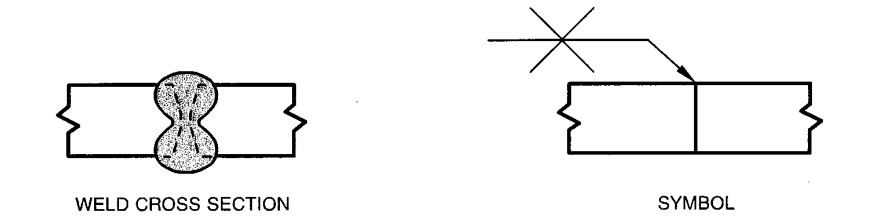

Figure 10: CJP Groove Weld size
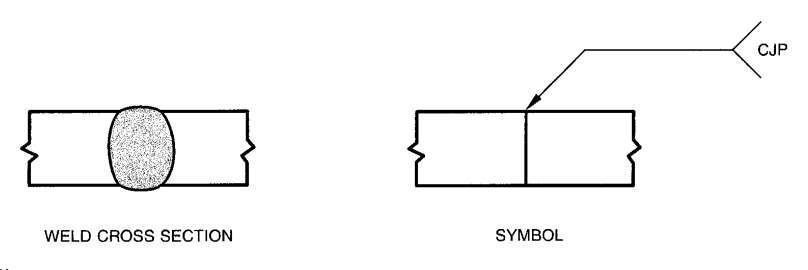
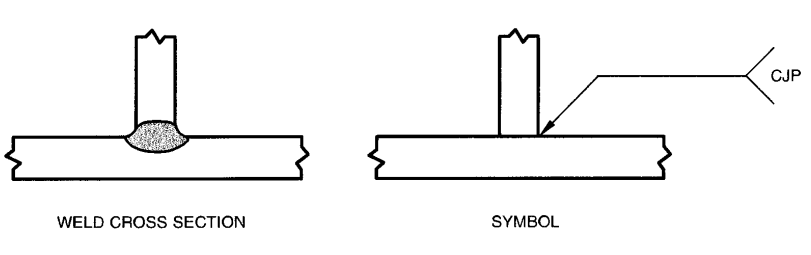
Figure 11: Application of Symbols for CJP
Partial Joint Penetration Welds: For groove welds that extend only partially through the joint, the groove weld size “S” should be indicated in parentheses to the left of the weld symbol (see figure 7 and 12)
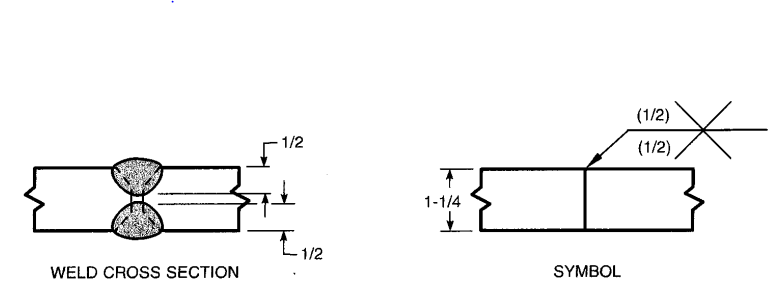
Figure 12: PJP Groove Weld size
3)Groove Dimensions
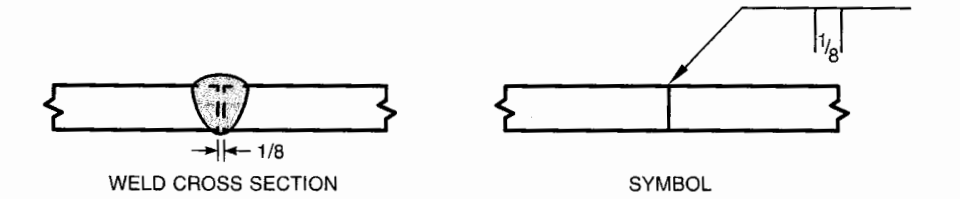
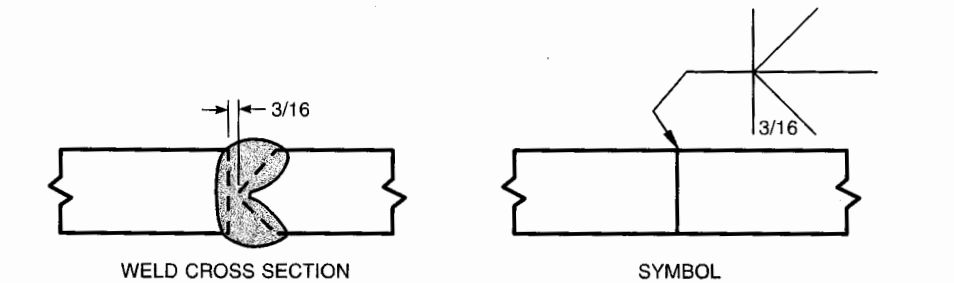
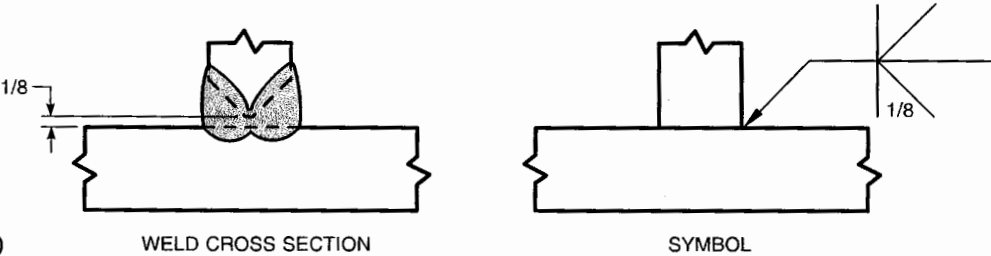
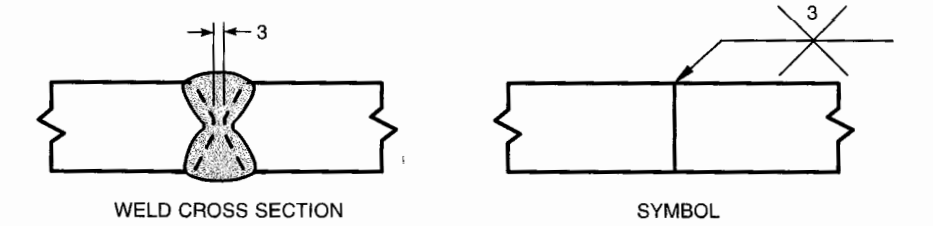
Root Opening: The root opening for groove welds should be specified inside the weld symbol and only on one side of the reference line (see Figure 13).
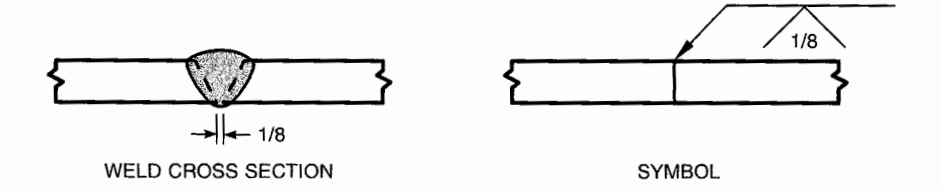
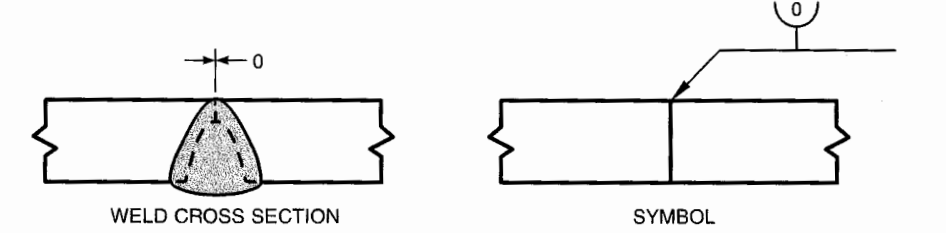
Figure 13: Application of root opening of Groove Welds
Groove Angle: The groove angle should be specified above or below the weld symbol as appropriate (see Figure 14).
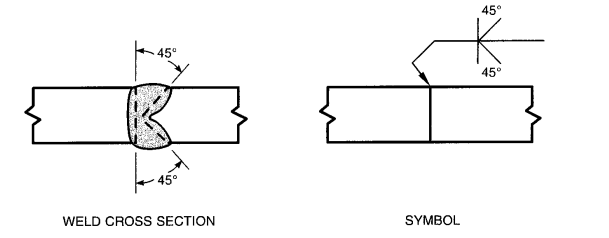
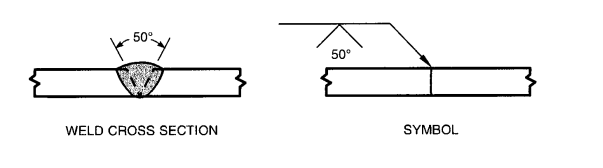
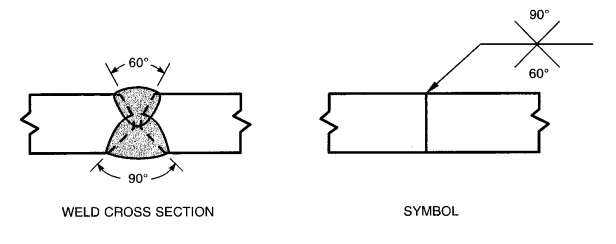
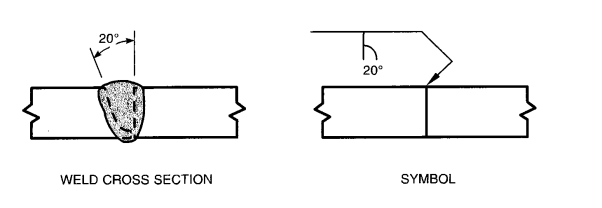
Figure 14: Application of the Groove angle of Groove Welds
In summary, groove welds are a fundamental technique in welding, providing strong and reliable joints in various types of connections such as butt, tee, and corner joints. By understanding the different types of groove welds, including complete joint-penetration and partial joint-penetration, welders and engineers can select the appropriate method for their specific applications. Proper edge preparation, attention to groove dimensions, and adherence to welding symbols and specifications are critical for ensuring the integrity and strength of these welds.
Moreover, special cases like flare welds and the welding of reinforcing bars highlight the importance of considering material properties and following industry standards to avoid potential issues such as cracking or incomplete penetration. By following the guidelines and best practices outlined in standards like AWS D1.1 and ASTM A706, professionals can achieve high-quality welds that meet structural and safety requirements. As the industry continues to evolve, staying informed about the latest techniques and standards will help ensure the successful implementation of groove welds in various projects.
